- · 《冶金与材料》栏目设置[05/29]
- · 《冶金与材料》收稿方向[05/29]
- · 《冶金与材料》投稿方式[05/29]
- · 《冶金与材料》征稿要求[05/29]
- · 《冶金与材料》刊物宗旨[05/29]
来稿应自觉遵守国家有关著作权法律法规,不得侵犯他人版权或其他权利,如果出现问题作者文责自负,而且本刊将依法追究侵权行为给本刊造成的损失责任。本刊对录用稿有修改、删节权。经本刊通知进行修改的稿件或被采用的稿件,作者必须保证本刊的独立发表权。 一、投稿方式: 1、 请从 我刊官网 直接投稿 。 2、 请 从我编辑部编辑的推广链接进入我刊投审稿系统进行投稿。 二、稿件著作权: 1、 投稿人保证其向我刊所投之作品是其本人或与他人合作创作之成果,或对所投作品拥有合法的著作权,无第三人对其作品提出可成立之权利主张。 2、 投稿人保证向我刊所投之稿件,尚未在任何媒体上发表。 3、 投稿人保证其作品不含有违反宪法、法律及损害社会公共利益之内容。 4、 投稿人向我刊所投之作品不得同时向第三方投送,即不允许一稿多投。 5、 投稿人授予我刊享有作品专有使用权的方式包括但不限于:通过网络向公众传播、复制、摘编、表演、播放、展览、发行、摄制电影、电视、录像制品、录制录音制品、制作数字化制品、改编、翻译、注释、编辑,以及出版、许可其他媒体、网站及单位转载、摘编、播放、录制、翻译、注释、编辑、改编、摄制。 6、 第5条所述之网络是指通过我刊官网。 7、 投稿人委托我刊声明,未经我方许可,任何网站、媒体、组织不得转载、摘编其作品。
粉末冶金零件在生产加工过程中如何避免模具损
作者:网站采编关键词:
摘要:粉末冶金零件在生产加工过程中如何避免模具损耗。宁波市镇海鑫伟邦粉末冶金有限公司的粉末冶金零件生产加工。 粉末冶金零件制品之应用范围,举凡航天工业、军火工业、汽机车工
粉末冶金零件在生产加工过程中如何避免模具损耗。宁波市镇海鑫伟邦粉末冶金有限公司的粉末冶金零件生产加工。
粉末冶金零件制品之应用范围,举凡航天工业、军火工业、汽机车工业、农业机械、电机/电子工业、家电、气电动工具等都存在粉末冶金零件制品之需求。由于使用范围相当广泛,所生产之部品类型也跟着包罗万象;模具之耗损现象更因其制品之多样性而更形复杂。本文以三年的时间,实际分析粉末冶金业现场运作的模具破坏情形,将模具的耗损现象归纳成模崩、模裂、模断、炸模及磨耗等五项,并针对这些模具的状况提出破坏的原因及解决的因应方案,希望能以此文的建议来降低粉末冶金业模具耗损案件的发生率。
粉末冶金模具主要组件有中模、冲头及心棒(2)。业者对模具材质之选用如表一所示。
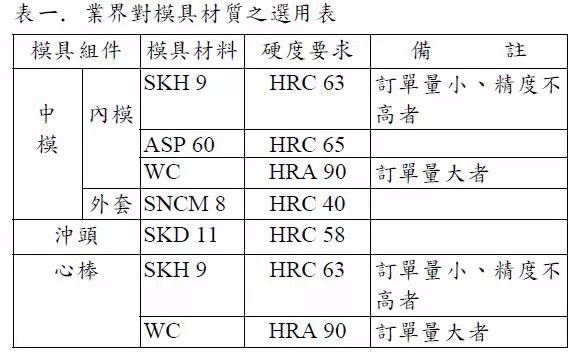
中模分为内模及外套,内模之功能用于成形粉末制品之外形轮廓,因长期与成形胚体及冲头相互摩擦,故模料之硬度一般在HRC63以上。中模外套则用来框住内模,需能抵抗成形时或退模时之力量,一般采用有高强度及高韧性的 SNCM8,硬度HRC40。
心棒的作用在于成形制品的内孔,同样会受到胚体及冲头的磨耗,模料之选用亦需有耐磨耗性,故其硬度也要求在HRC63以上。
冲头主要功能,用以成形胚体的上、下端面,模料之选用以抗冲击性能为重,故采用SKD11,硬度HRC58。 粉末冶金业投资在模具制作上的原因,不外是新开发案、设计变更案及模具耗损案。自1997年1月到1999年12月在产业界之统计分别为新开发案38.4%、设计变更案14.2%及模具耗损案47.4%。显然,模具耗损占业界模具投资额近五成之比例,如何降低模具之耗损,一直以来是粉末冶金业所极思解决之课题。
在模具的投资上,新开发案代表未来接获定单的指标,如新开发案所占之比率愈高代表公司的接单能力愈强、公司未来成长的潜力愈大;设计变更案所代表的义意有二,一为客户的设计变更,另一则因应制程上所需的改善案;而模具耗损案则意味着设备驾动率的损失,亦为业界最感困扰的一项。
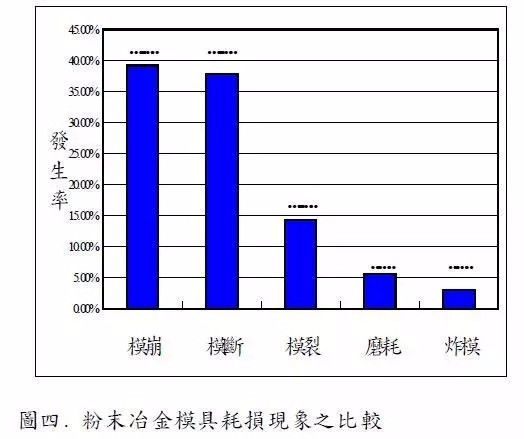
模具耗损所呈的现象五花八门,自1997年1月至1999年12月统计新竹一粉末冶金业者所发生之模具耗损案共858件,各项耗损现象之统计如表二;根据模具耗损之现象可归纳成模崩、模裂、模断、炸模及磨耗等五项。各项模具耗损发生率比较如图四所示,模崩发生率*高,为39.2%;其次为模断,发生率为 37.9%;再来依次为模裂14.3%、磨耗5.6%%。
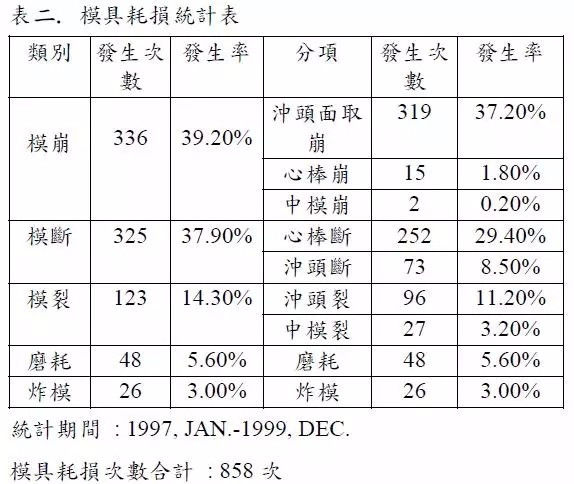
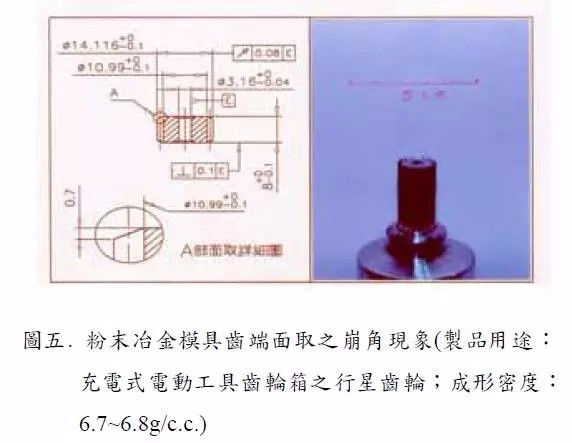
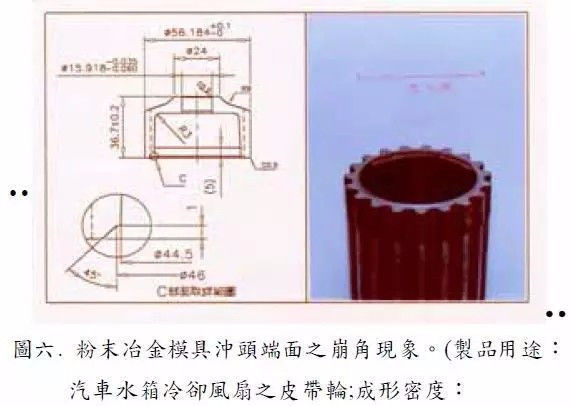
1.模崩根据统计模具发生崩角的位置,计有冲头面取(37.2%)、心棒(1.8%)及中模(0.2%)等处。由于机械部品,经常出现倒角或圆角之设计,冲头端面为配合这类形狀之压制成形,而有相对应之面取设计。如图五,为配合齿轮端面倒角,冲头所呈现之相对应面取,因长时间受力而造成崩角。图六所呈现的,则是冲头端面超过1/3周长的崩角,会形成如此严重的崩塌,主因于冲头端面面取高度达1mm所致。中模及心棒的崩角现象,主要发生在模具的特殊设计上,如「吃中模」或「吃心棒」,所以发生率并不高,两者的发生率合计只占模具总耗损的2.0%。
2.模断模具发生断裂的位置,有心棒(29.4%)与冲头(8.5%)。由于粉末冶金制品之孔径进度要求,促使心棒的材质经常需考虑到耐磨耗的硬质材料(WC),然而硬质材料硬而脆的特性加上心棒细长的外表,使心棒在硬质材料处断裂的发生率居高不下,如图七(a)所示。另外心棒亦有从心棒硬质材料与心棒接杆(材质 SNCM8, HRC40)铜焊接着处拉断的现象,如图七(b)所示;如何加强铜焊接着处之强度,亦为业界所希望解决的课题。 折断的问题如发生在冲头,则其断裂的形式大体来说相当一致,均由冲头根部齐头截断,如图八所示。其发生原因在于装模过程,冲头与中模之组装不够平顺,使冲头在中模模穴内受到侧向的推力,长时间反复运动以致疲劳而折断。
3.模裂模裂的原因,大都因应力集中所造成,发生的位置有冲头(11.2%)及中模(3.2%)。如图九,是利用色比式液体渗透检测方式,将冲头端面之微裂纹显现;裂纹始自齿顶,其发生原因在于以下冲头模穴成形太阳齿轮之齿部,因成形压力之应力集中所造成。而中模的内模发生裂的主因也源于此,但因有高韧性的 SNCM8材质外套框住内模,中模裂发生率明显较冲头裂之发生率低。 齿形模具一旦产生裂纹,其成形胚体之齿轮精度也随即产生变异而需马上换模;因此业界对于易裂的模具组件且制品有高精度之要求者,大都需有预备模具以为不时之需。图十所示,心棒孔周边整片崩裂之现象,一般是发生在上冲头。模具设计上,上冲头的心棒孔因经常有残留粉末,而设有逃粉孔;但如进粉量与逃粉量失去平衡,淤积在心棒孔内的残粉过多时,便造成此类崩裂现象。
文章来源:《冶金与材料》 网址: http://www.yjyclzz.cn/zonghexinwen/2020/0724/397.html