- · 《冶金与材料》征稿要求[05/29]
- · 《冶金与材料》投稿方式[05/29]
- · 《冶金与材料》收稿方向[05/29]
- · 《冶金与材料》栏目设置[05/29]
- · 《冶金与材料》刊物宗旨[05/29]
来稿应自觉遵守国家有关著作权法律法规,不得侵犯他人版权或其他权利,如果出现问题作者文责自负,而且本刊将依法追究侵权行为给本刊造成的损失责任。本刊对录用稿有修改、删节权。经本刊通知进行修改的稿件或被采用的稿件,作者必须保证本刊的独立发表权。 一、投稿方式: 1、 请从 我刊官网 直接投稿 。 2、 请 从我编辑部编辑的推广链接进入我刊投审稿系统进行投稿。 二、稿件著作权: 1、 投稿人保证其向我刊所投之作品是其本人或与他人合作创作之成果,或对所投作品拥有合法的著作权,无第三人对其作品提出可成立之权利主张。 2、 投稿人保证向我刊所投之稿件,尚未在任何媒体上发表。 3、 投稿人保证其作品不含有违反宪法、法律及损害社会公共利益之内容。 4、 投稿人向我刊所投之作品不得同时向第三方投送,即不允许一稿多投。 5、 投稿人授予我刊享有作品专有使用权的方式包括但不限于:通过网络向公众传播、复制、摘编、表演、播放、展览、发行、摄制电影、电视、录像制品、录制录音制品、制作数字化制品、改编、翻译、注释、编辑,以及出版、许可其他媒体、网站及单位转载、摘编、播放、录制、翻译、注释、编辑、改编、摄制。 6、 第5条所述之网络是指通过我刊官网。 7、 投稿人委托我刊声明,未经我方许可,任何网站、媒体、组织不得转载、摘编其作品。
粉末冶金摆线转子压制模具的精确设计
作者:网站采编关键词:
摘要:摘要:本文将三维软件与粉末冶金摆线转子压制模具的设计、模具的调整相结合,根据常规粉末冶金弹性回弹量,烧结变形量,计算出适用于压制模具的尺寸,再用CREO软件建立参数化的
摘要:本文将三维软件与粉末冶金摆线转子压制模具的设计、模具的调整相结合,根据常规粉末冶金弹性回弹量,烧结变形量,计算出适用于压制模具的尺寸,再用CREO软件建立参数化的模型,导出至慢走丝程序,设计、制造出精准的压制模具,并根据定值控制,监控产品质量,使摆线型机油泵转子的尺寸和形状精度有很大提升。
引言
粉末冶金制品生产具有少无切削,效率高,成本低等特点,在国内外均得到了迅速的发展。摆线型机油泵转子具有对油污不敏感、成本低、结构简单且体积小、磨损少而噪声低、运转平稳、便于维护和修理等特点,越来越得到更加广泛的应用。内、外转子是摆线型机油泵转子的核心部件,其设计和加工是决定其效率、承载能力和寿命的主要因素。内转子形状的摆线用常规二维作图法,精度较差,不能满足越来越精确的产品性能要求;随着三维软件功能的丰富,在摆线型机油泵转子压制模具的设计中,将CREO三维软件与常规模具设计、模具调整相结合,能设计、制造出精准的模具,使摆线型机油泵转子的形状精度有很大提升。
1、转子泵的工作原理
摆线型机油泵转子内转子齿形为短幅外摆线的等距偏置线,而对应的外转子齿形为与其相共轭的圆弧曲线。全齿接触是该泵设计上的一个最大特点,全齿接触点、壳体和左右两侧板将内外转子间的空间分割成多个互相隔绝的密闭区域,随着内外转子的同向旋转,这些区域会出现周期性的压缩和膨胀,转子泵据此实现其吸油和排油的过程,从而将机械能转化为工作油液的输出压力能。
2、产品实例
外转子产品简图见(图1);内转子产品简图见(图2)。技术要求:外转子、内转子的啮合间隙为0.075-0.15;偏心距:2.82;表面粗糙度为Ra1.6;密度大于6.8克/厘米3。
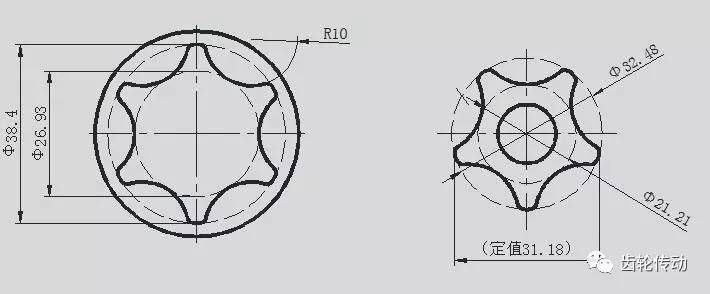
外转子筒图(图1) 内转子筒图(图2)
3、生产工艺参数
粉末冶金模具设计的工艺参数包括材料的松装密度、压坯的回弹率、烧结收缩率、精整余量和回弹量,这些都是实际生产中,根据工艺方式测得。本主要从齿形形状精度方面进行讨论。
4、CREO三维软件建模
在二维CAD绘图中, 不能画出摆线形状, 摆线轮廓的齿形通常用样条曲线来模拟,效果不理想。CREO三维软件建模,是用参数方程生成摆线,建立摆线型机油泵转子内、外转子的实体模型。
内、外转子的几个重要尺寸,相互关系和摆线曲线公式如下(结合产品实例 图1和图2):
Z1 NUMBER--\"内转子齿数\"--5
DA NUMBER-- \"内转子长径\"--Φ32.48
DB NUMBER-- \"内转子短径\"--Φ21.21
R_PITCH NUMBER-- \"创成圆半径\"--(26.93/2)+R10=23.465
R3 NUMBER-- \"齿形圆半径\"--R10
DIA_ADD NUMBER-- \"外转子齿顶圆直径\"--Φ38.4
Z2 NUMBER--\"外转子齿数\"--6
CREO中需要的公式:
RA=DA/2
RB=DB/2
A=(RA-RB)/2
Z2=Z1+1
RH1=Z1*A
RH2=Z2*A
摆线曲线公式
theta=t*z2*360-180
X=((rh1-rh2)*cos(theta)+r_pitch*cos((rh2-rh1)/rh2*theta))
Y=((rh1-rh2)*sin(theta)+r_pitch*sin((rh2-rh1)/rh2*theta))
Z=0
摆线曲线公式代入产品实例数值
theta=t*6*360-180
X=((14.085-16.902)*cos(theta)+23.403*cos((16.902-14.085)/16.902*theta))
Y=((14.085-16.902)*sin(theta)+23.403*sin((16.902-14.085)/16.902*theta))
Z=0
CREO三维软件建模:
打开CREO软件-新建-模型,建立一个实体模型文件。在模型选项卡内,基准-曲线-来自方程的曲线对话框中(图3),选择笛卡尔座标后的方程图标,进入(图4)方程界面,输入方程公式,确定后会建立一个摆线曲线。新建一个草绘,选择座标参照,进入草绘界面,
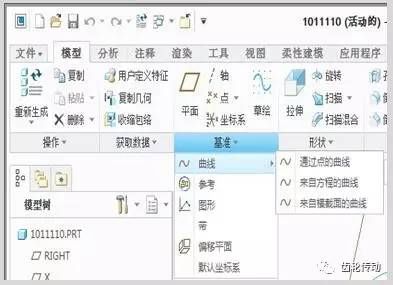
图3
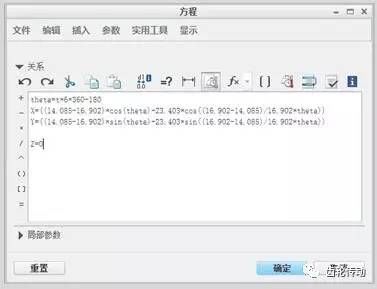
图4
选择增加参照,增加摆线曲线参照。选择偏移图标-偏移-环,选择摆线曲线,方向向内,偏移距离为“齿形圆半径”10,建立内转子实际廓线,建好的内转子草图(图5),由实际廓线拉伸成三维实体模型。外转子所有结构线均为圆弧,模型的建立相对简单,此处不再叙述。内外转子的三维装配关系如图6所示。
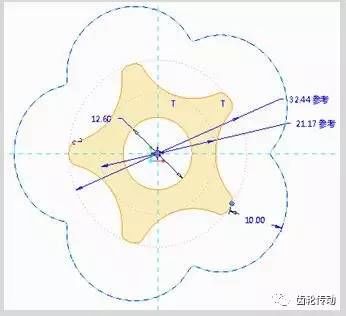
图5
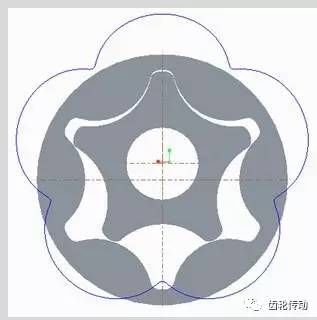
图6
外转子、内转子的啮合间隙
外转子、内转子的啮合间隙为0.075-0.15,利用CREO中应用程序-机构程序-分析,测量实际啮合间隙。微调“齿形圆半径”,使外转子、内转子的啮合间隙为0.1。
5、图形转程序
将CREO三维软件中的内转子齿形另存为慢慢走丝机床可用的图形格式,再编辑图形,生成程序。
6、定值
对于摆线转子,定值是控制和考核产品质量的一个重要指标。由于转子精度要求较高,用粉末冶金法生产一般均需经过压制、烧结和精整等工艺过程,设计人员需要根据工艺过程中各尺寸的变化规律,分别设计压制、精整模具(包括对模具定值的设计)。在CREO软件内转子草图,标注实际定值尺寸,作为生产过程控制指标,监控产品质量,满足了产品图纸的条件。
7、结束语
摆线转子泵的应用较为广泛, 其三维造型给优化设计带来方便、直观等优点。本文将三维软件与粉末冶金摆线转子压制模具的设计、模具的调整相结合,根据常规粉末冶金弹性回弹量,烧结变形量,计算出适用于压制模具的尺寸,再用CREO软件建立参数化的模型,导出至慢走丝程序,设计、制造出精准的压制模具,并根据定值控制,监控产品质量,使摆线型机油泵转子的尺寸和形状精度有很大提升。随着工业的快速发展,各种形状的产品设计越来越复杂,各种类型产品都可能遇到,希望本文对其他的粉末技术人员有具有一定的参考价值。
文章来源:《冶金与材料》 网址: http://www.yjyclzz.cn/zonghexinwen/2020/0529/346.html
上一篇:轴承粉末冶金厂家
下一篇:中国冶金材料大讲坛来啦,关系到每个人的钱包